- Casa
-
Main Instruments

















MS3012 Spettrofotometro multiangolare
8 angolo colore spettrofotometro MS3008
MS3006 Spettrofotometro multiangolare
Nuovo spettrofotometro multi-angolo della serie KS






NHG268 misuratore di lucidità orizzontale
Contatore di lucidità senza contatto YG60L
NHG60M misuratore di lucentezza di piccola apertura
NHG60 60° misuratore di lucentezza
YG60S 60 ° misuratore economico di lucidità
HG60S misuratore economico di lucidità
HG60 misuratore economico di lucidità












M60 stand di luce a colori americani
T60B scatola di luce a colori britannici
CC120-W Visione della cabina della luce sospesa
CC120 Tavolo luminoso del visualizzatore a colori
T60 (5) stand di luce di colore
T60 (4) stand di luce di colore
T60+ Color Light Booth (versione aggiornata)
P120 Oversize Color Light Booth

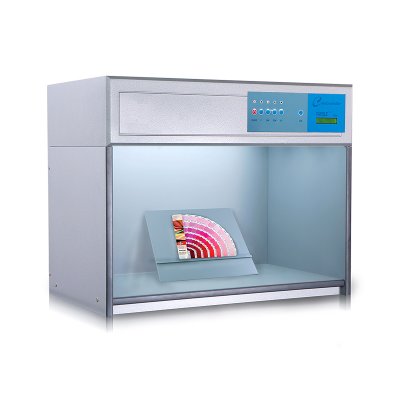





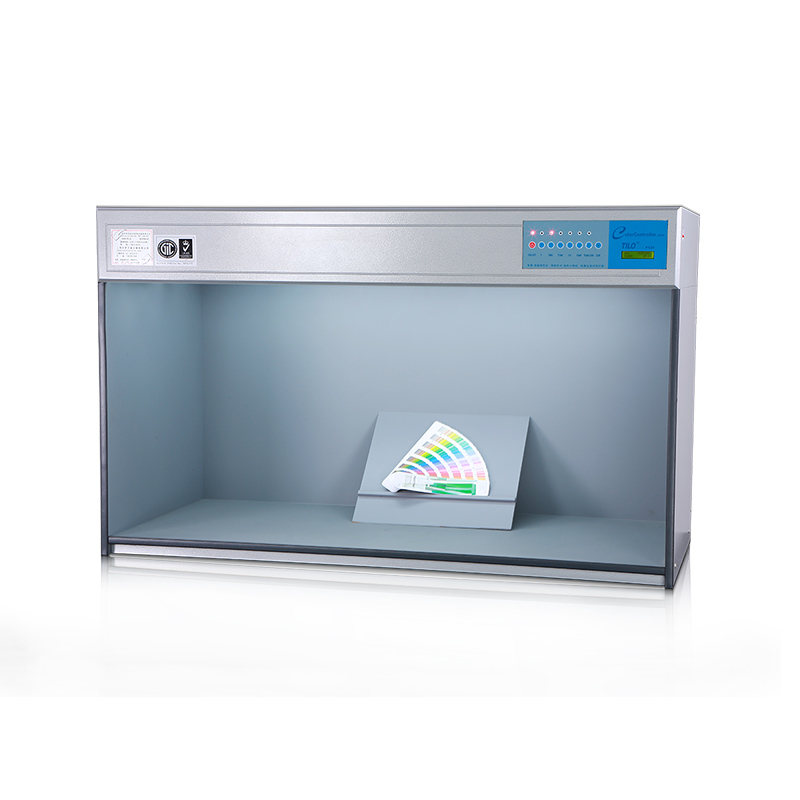


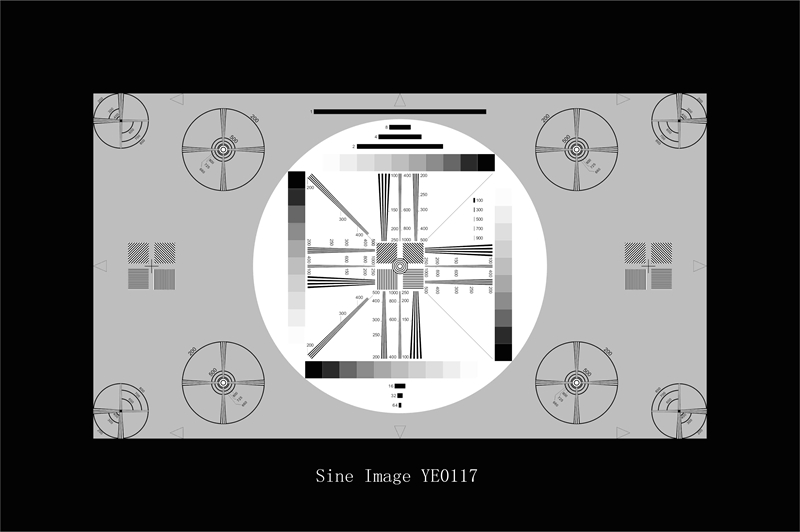
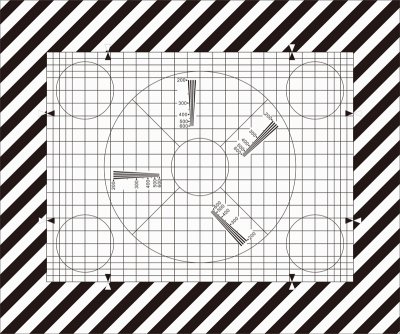
Grafico di prova universale HDTV
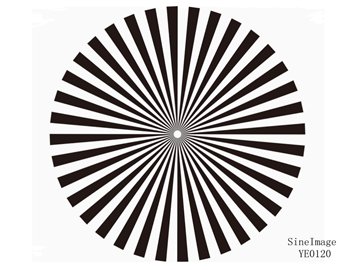
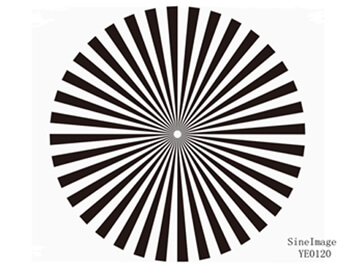
Grafico di prova stellare del settore (36 cicli)
Grafico di prova della stella del settore (72 cicli)
Grafico della prova di bilanciamento del bianco
Grafico della prova di misurazione della strisciatura
Tabella di prova a barra (IEC 61146)
Grafico di prova dei toni di carne critici
Diagramma di prova della griglia di distorsione
Grafico di prova della griglia
Monete versate in bianco e nero (foglie morte)




TS7036 Spettrocolorometro di precisione
TS7030 Spettrocolorometro portatile
TS7020 Spettrocolorometro portatile
TS7010 Spettrocolorimetro portatile












-
Soluzione innovativa
Nel processo di produzione tessile, la coerenza del colore è complessa e facilmente influenzata da una varietà di fattori, e il test e la gestione del colore sono il nucleo per garantire la qualità e la coerenza del prodotto.

Nella produzione automobilistica e nella produzione di parti automobilistiche, la coerenza e l'accuratezza dei colori sono fondamentali perché influenzano direttamente l'aspetto del veicolo, l'immagine del marchio e la soddisfazione del cliente.

Nell'industria delle plastiche, la misurazione del colore è fondamentale, principalmente per garantire la coerenza del prodotto, mantenere l'immagine del marchio, rafforzare il controllo della qualità e migliorare la soddisfazione del cliente.

La gestione del colore nei rivestimenti è fondamentale per mantenere la qualità del prodotto e la competitività sul mercato.

Assicurare colori precisi nelle soluzioni di materiali da costruzione; La gestione del colore nell'industria dei materiali da costruzione e decorativi è fondamentale per garantire l'attrazione estetica, la coerenza e la competitività del mercato dei prodotti.

La gestione del colore dei materiali medici è fondamentale per garantire la funzionalità e la sicurezza dei prodotti.

Nell'industria cosmetica, il test del colore è fondamentale per garantire la qualità del prodotto e l'immagine del marchio, ed è fondamentale per lo sviluppo del prodotto e le prestazioni del mercato. 3nh fornisce servizi Nella misurazione del colore cosmetico, leader cinese nella gestione, misurazione e controllo del colore, offre spettrofotometri cosmetici, densitometri, colorimetri e software di misurazione del colore.

Il test del colore svolge un ruolo chiave nell'industria dei prodotti e degli alimenti perché il colore non solo influenza l'aspetto e l'attrattività di un prodotto, ma riflette anche la sua qualità e freschezza.

L'importanza della gestione nel settore dell'imballaggio, della stampa e dei prodotti di carta si riflette in diversi settori chiave. 3nh fornisce servizi nella misurazione del colore di stampa, 3nh è il leader cinese nella gestione, misurazione e controllo del colore, offre spettrofotometri di stampa, densitometri, colorimetri e software di misurazione del colore.

Soluzioni di laboratorio di test di imaging, il laboratorio di test di imaging personalizzato di Sine Image è dotato di scatole di luce di test a grande angolo, 7 set di scatole di luce di test a temperatura di colore fissa, vari grafici di test (come grafici di test di tono della pelle, grafici di test di risoluzione, grafici di test di distorsione, grafici di test soggettivi di scena reale, ecc.), portagrafici, luci di riempimento e altre attrezzature. Le sue soluzioni e prodotti di test sono ampiamente utilizzati in settori come il monitoraggio della sicurezza, l'immagine automobilistica, la fotografia, l'immagine medica, televisioni e computer, telefoni cellulari e droni per l'ispezione della qualità dell'immagine.

-
Service&Support
Domande frequenti su apparenza e colori strumenti di misura, In questa pagina troverete alcune domande frequenti e suggerimenti che sono rilevanti per la stragrande maggioranza delle nostre attrezzature strumenti di misura. Hai una domanda sui prodotti di Threenh?

Catalogi, opuscoli, volantini, certificati, informazioni tecniche e altro ancora; Qualsiasi requisito di documento si prega di scaricare qui per raggiungere una buona comprensione per colorimetri, spettrofotometro di colore, gloss meter, prodotti di armadio di valutazione del colore, Threenh Technology è una società di strumenti di precisione dedicata alla ricerca e allo sviluppo, alla produzione, alle vendite e ai servizi tecnici.

IQstest è un software di test di immagine sviluppato dalla società SINE IMAGE di 3nh, ha molti anni di esperienza nell'ispezione dell'immagine, supportando grafici di risoluzione, grafici completi, grafici di gamma dinamica, grafici a passo grigio, grafici di distorsione, ColorChecker, bianco, grafici di equilibrio, grafici Fov, grafici personalizzati.

Software di abbinamento del colore PeColor, concentrandosi sulla soluzione globale del colore, uno spettrofotometro + PeColor, rende l'abbinamento del colore così facile!

Threenh vi offre servizio post-vendita di qualità. Hai bisogno di risoluzione dei problemi, riparazioni o un contratto di manutenzione? Contatta i nostri team! Condizioni di garanzia 3NH; Guangdong Threenh Technology Co., Ltd. (di seguito "3NH") fornisce un periodo limitato di servizio di garanzia ai clienti (di seguito "cliente") che hanno acquistato prodotti prodotti da 3NH (di seguito "Prodotto") in conformità ai termini della presente Politica di garanzia (di seguito "3NH").

3nh offers a variety of color quality control software solutions. Below are some common software programs and their relevant information: Here is the introduction to 3nh‘s quality control software

Equip your team with affordable high-performance corlorimeter and spectrophotometer devices customized to your unique business. According to client’s demand to provide personalized ODM design & services, helping clients to enhance their brand’s competion advantage. Freely customize your instrument now!

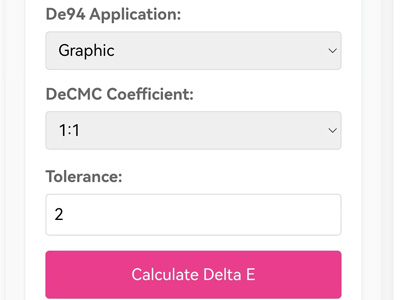
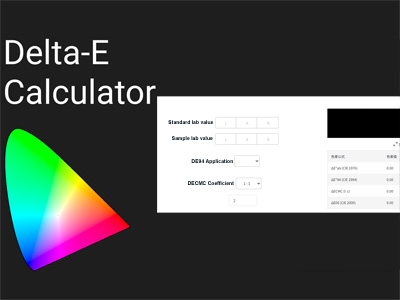
It includes converting the CIE Lab values of the standard color and the sample color. This tool allows you to find the right color difference by adding numbers into the CIEDE2000 formula (CIE 2000) after entering these values.
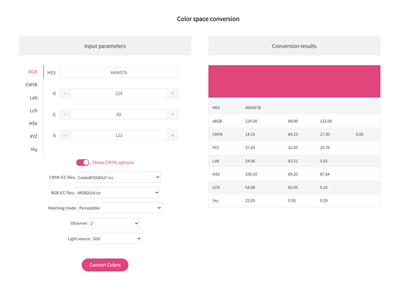
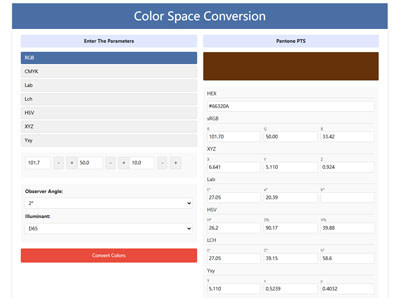
Free Color Converter: One-Click Color Transformation, RGB CMYK HEX Lab Lch HSV XYZ One Click Conversion, Professional Color Space Tools, Easily Convert RGB CMYK HEX Lab Lch HSV XYZ to Pantone (PMS) – Try Our Tool, Simple Accurate Conversion color Space with Our Converter

-
Resources
3NH Company News Center, Notizie ed eventi, Sviluppi eccitanti, il nostro centro di notizie funge da hub dinamico degli ultimi eventi e sviluppi all'interno dell'azienda e del settore in cui prosperiamo. Qui, otterrete informazioni esclusive sulla nostra continua ricerca di innovazione e eccellenza. Leader della gestione del colore 3NH Le ultime notizie
Le ultime notizie sui prodotti dei leader nella gestione del colore, rimanete aggiornati con tutte le ultime notizie di Threenh! Scopri le nostre ultime innovazioni, annunci di assunzione, nuovi prodotti, comunicati stampa e altro ancora.
Scopri le ultime novità tecnologiche e i prodotti di misura della tecnologia threenh. Acquista soluzioni tecnologiche innovative o strumenti di misura per la tua azienda ora! Non importa cosa desideri misurare, abbiamo fatto le basi per aiutarti a trovare lo strumento di misura del colore giusto.
Ottieni conoscenze di colore essenziali con la tecnologia threenh. Esplora soluzioni intelligenti per le tue esigenze aziendali. Contattaci oggi! Ecco dove troverete i prossimi eventi di tecnologia e startup a colori in tutto il mondo.
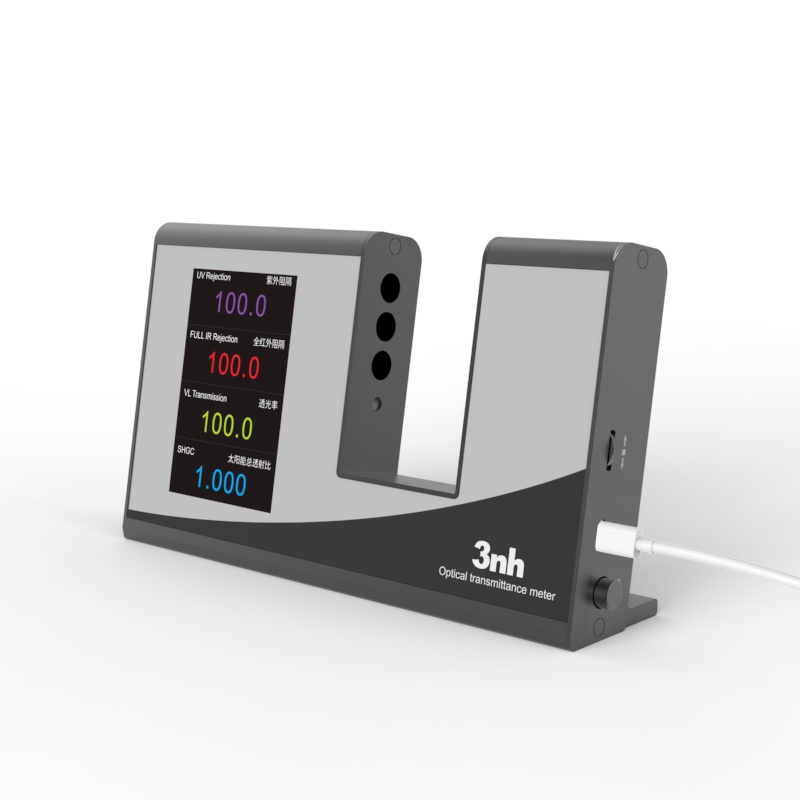
Che cos'è la trasmissione
Cosa fa la resistenza del colore
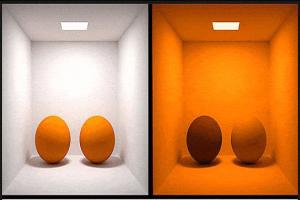
Che cos'è il metamerismo?
Colore Gardner
Cosa è Delta E?
3 Colori primari3NH Industry News Center, News and Events, Exciting Developments, il nostro News Center funge da hub dinamico degli ultimi eventi e sviluppi all'interno del settore in cui prosperiamo. Qui, otterrete informazioni esclusive sulla nostra continua ricerca di innovazione e eccellenza. Migliorare la comprensione delle applicazioni di test del colore e di controllo di qualità preciso
-
Informazioni su Threenh
Inizia un viaggio virtuale attraverso il nostro stabilimento produttivo all'avanguardia. Testimoniate la precisione e l'efficienza delle nostre linee di produzione mentre danno vita alle nostre strumentazioni di alta qualità e ad altri prodotti avanzati.

Provide solutions to different markets by delivering a complete range of measurement instrument Products and ODM Services to our customers. From meticulous material sourcing to precise assembly and strict quality inspections, every step is carefully orchestrated to ensure efficiency, consistency, and compliance with international standards.

Account Name: Guangdong ThreeNH Technology Co., Ltd. Account NO: 6652 7828 9156 Bank Name: BANK OF CHINA LIMITED GUANGZHOU ZENGCHENG SHITAN SUB-BRANCH

Color Measurement Devices Products List, wide range of color meters, 3NH Color Measurement Devices are a series of high-performance tools designed for precise color detection, analysis, and quality control across industries. Equipped with advanced optical sensors and intelligent data processing technology



-
Contatti
3NH sta espandendo attivamente la sua rete di distributori internazionali nelle industrie automobilistiche, tessili e abbigliamento, stampa e carta, plastica, vernici e rivestimenti, materiali da costruzione, chimici e farmaceutici, cosmetici, alimentari e agricoli. Siamo alla ricerca di partner tecnicamente capaci, impegnati e orientati alla crescita che vogliono costruire insieme il successo a lungo termine.